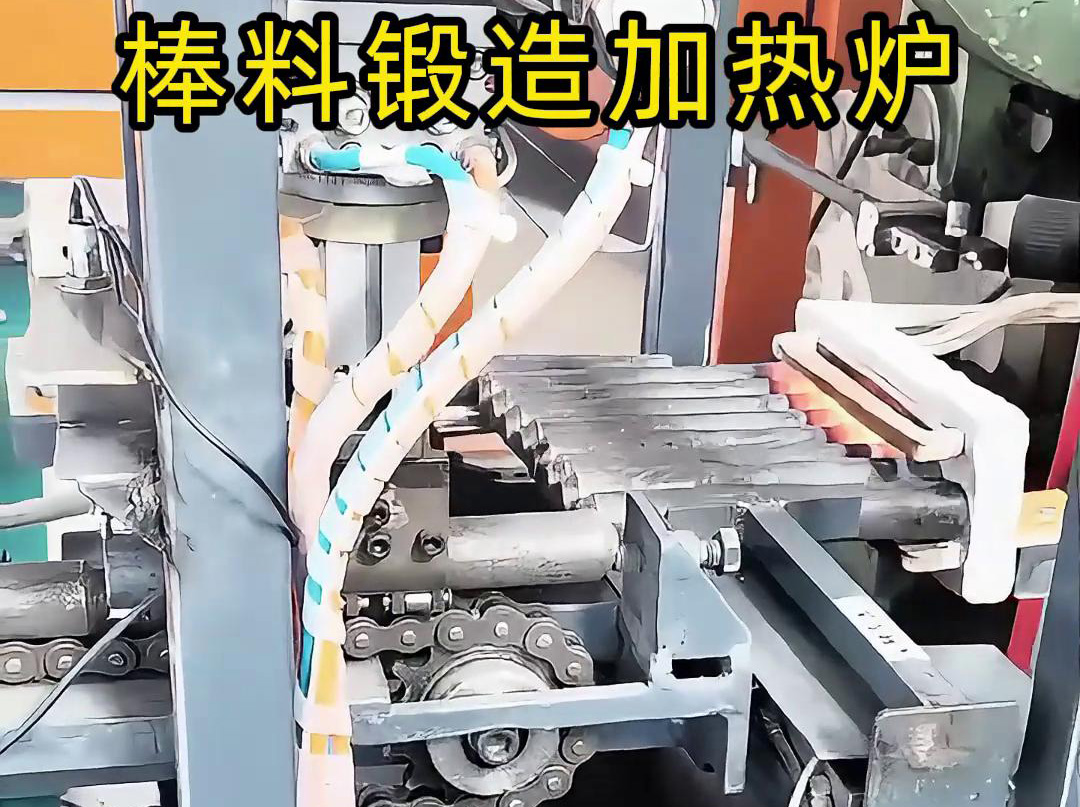
在平面類工件的淬火熱處理中��,如何保證加熱均勻性與操作穩(wěn)定性是關(guān)鍵��。將手持式高頻加熱機(jī)的線圈集成到八輪定位小車上���,通過移動(dòng)小車完成指定平面的淬火處理,這種組合方式為大面積或長(zhǎng)條形平面的硬化處理提供了新方案���。
該裝置的核心是 “手持高頻加熱機(jī) + 八輪定位小車” 的協(xié)同設(shè)計(jì):
小車結(jié)構(gòu):八輪布局確保移動(dòng)平穩(wěn)����,車輪間距與平面工件寬度適配�����,車身上的調(diào)節(jié)機(jī)構(gòu)可精確控制加熱線圈與工件表面的距離(通常 3-5mm),避免人工手持時(shí)的晃動(dòng)��;
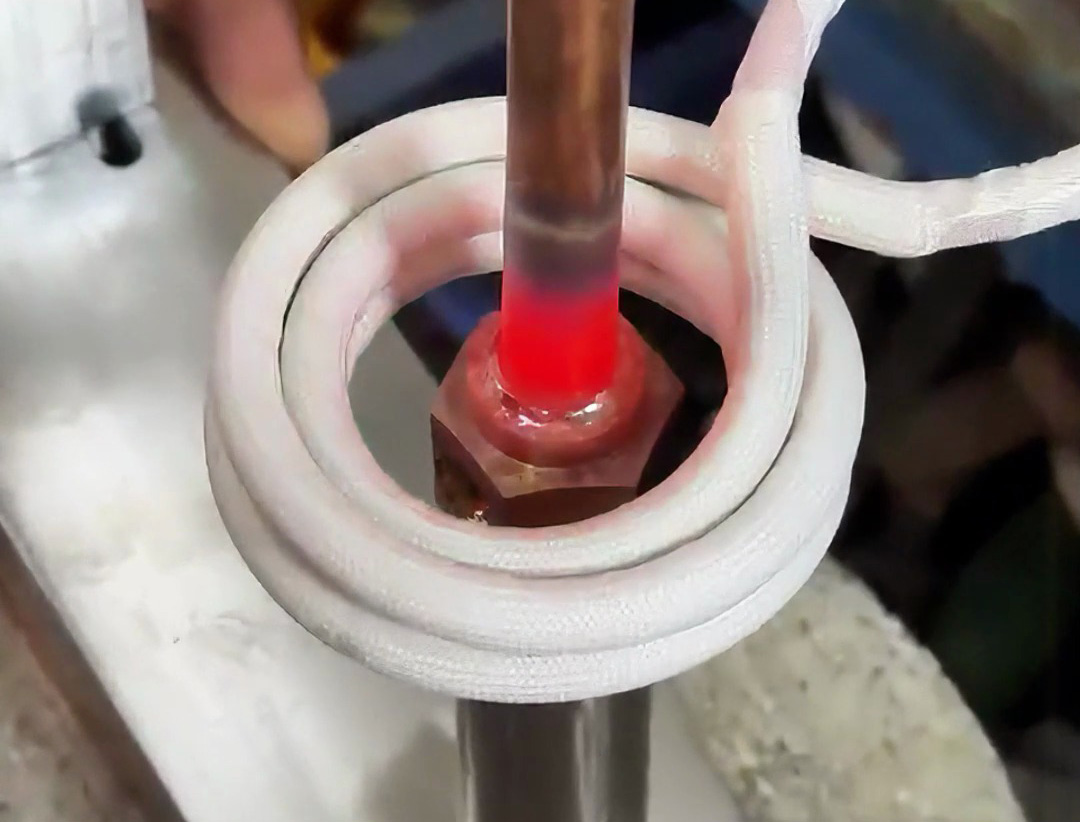
加熱系統(tǒng):沿用高頻感應(yīng)加熱原理(頻率 30-80kHz)�,線圈根據(jù)平面形狀定制(如矩形線圈適配平板,弧形線圈適配曲面)���,通過電磁感應(yīng)使工件表面快速升溫至奧氏體化溫度(850-900℃)���;
操作方式:設(shè)定小車移動(dòng)速度(0.1-0.3m/min)后,推動(dòng)小車沿平面勻速前進(jìn)��,配合隨動(dòng)冷卻裝置�,完成 “加熱 - 冷卻” 的連續(xù)淬火流程。
以 2 米長(zhǎng)的鋼板平面淬火為例�����,傳統(tǒng)手持操作需兩人配合��,加熱均勻性受操作手法影響較大��;而采用定位小車后����,單人即可完成作業(yè),線圈與工件的距離誤差控制在 ±0.5mm 內(nèi)����,加熱溫度波動(dòng)≤±15℃。
這種組合方式在平面淬火中展現(xiàn)出顯著優(yōu)勢(shì):
均勻性提升:八輪定位確保小車直線移動(dòng)偏差≤1mm/m���,配合線圈的仿形設(shè)計(jì)����,平面硬化層深度(1-2mm)均勻性誤差≤0.2mm���,較手持操作改善 60%�����;
操作省力:小車承重設(shè)計(jì)減輕了人工托舉線圈的負(fù)擔(dān)���,連續(xù)作業(yè) 4 小時(shí)后,操作人員勞動(dòng)強(qiáng)度明顯降低�;
適配靈活:可根據(jù)平面尺寸更換不同功率的手持高頻機(jī)(5-15kW),針對(duì)低碳鋼�、中碳鋼等不同材質(zhì),通過調(diào)節(jié)移動(dòng)速度與加熱功率�,實(shí)現(xiàn)表面硬度 HRC50-58 的精準(zhǔn)控制��。
某機(jī)械廠對(duì) 10mm 厚 Q235 鋼板的淬火測(cè)試顯示:采用該裝置處理后����,平面硬度達(dá)標(biāo)率從 82% 提升至 96%���,且因加熱不均導(dǎo)致的返工率下降至 2% 以下���。
該工藝特別適合三類平面工件:
機(jī)床工作臺(tái)面的局部硬化;
模具模板的整體淬火���;
輸送設(shè)備導(dǎo)軌的表面處理��。
實(shí)際操作中需注意:
小車移動(dòng)前需清理工件表面油污��、毛刺���,避免局部短路;
根據(jù)平面厚度調(diào)整線圈高度(厚板取 5mm�,薄板取 3mm);
冷卻裝置需與線圈同步移動(dòng)�,確保加熱后 3 秒內(nèi)完成淬火液噴淋(壓力 0.3MPa)。
日常維護(hù)中,需每周檢查小車車輪磨損情況�,每月校準(zhǔn)線圈與車身的垂直度(誤差≤0.5°),以保障長(zhǎng)期使用的穩(wěn)定性�。
這種將手持高頻加熱機(jī)與定位小車結(jié)合的方式���,通過機(jī)械定位彌補(bǔ)了人工操作的不足��,為平面淬火熱處理提供了兼顧靈活與精準(zhǔn)的解決方案����,尤其在中小批量����、多規(guī)格平面工件的處理中,展現(xiàn)出較強(qiáng)的實(shí)用價(jià)值���。








 粵公網(wǎng)安備 44190002003728號(hào)
粵公網(wǎng)安備 44190002003728號(hào)
